
Tin tức
Chúng ta sẽ cùng tìm hiểu về các bước cũng như các phương pháp gia công bánh răng, vì sao lại có thể tạo ra răng theo đúng tiêu chuẩn? Và có bao nhiêu cách gia công bánh răng.
Bào răng ngoài và răng trong trên các máy bào răng được thực hiện bằng phương pháp bao hình và định hình. Phương pháp bao hình cắt răng ăn khớp ngoài bằng dao răng lược (có hình dạng như thanh răng). Prophin thân khai của mặt răng được tạo thành nhờ chuyển động bao hình và chuyển động thẳng đi lại của dao dọc theo trục của bánh răng gia công. Răng ăn khớp trong có thể được cắt bằng dao xọc hoặc dao chuyên dùng theo phương pháp ban hình trên các máy bào răng.
.jpg)
Trên các máy bào răng cũng có thể cắt răng bằng dao định hình (prophin của dao giống như prophin của bánh răng) với phương pháp chia độ theo từng răng. Phương pháp này được dùng chủ yếu để gia công cơ khí thô các bánh răng ăn khớp ngoài và trong có mô đun lớn. Ở các máy bào răng cỡ trung bình và cỡ lớn, bàn máy dịch chuyển theo phương vuông góc với trục của nó và đồng thời thực hiện chuyển động quay bao hình với chuyển động đi lại của dao. Ở các máy bào răng cở lớn, bàn máy chỉ thực hiện chuyển động quay, còn chuyển động tịnh tiến bao hình với chuyển động cảu bàn máy do trụ dao (giá dao) thực hiện. Trong quá trình gia công, dao dịch chuyển từ trên xuống dưới theo đường thẳng nằm trong mặt phẳng song song với trục của phôi. Các răng của dao chỉ cắt khi đi xuống, còn lúc đi lên dao lùi ra để tránh chà sát vào mặt gia công.
.jpg)
Dao răng lược nghiêng khi gia công được gá nằm ngang (song song với mặt đầu của bánh răng) để gia công bánh răng nghiêng và bánh răng chữ V có rãnh thoát dao hẹp. Để gia công thanh răng cần dùng dao răng lược có số răng nhỏ hơn dao răng lược vạn năng thông thường. Dao răng lược có 2-3 răng với chiều cao khác nhau được dùng để gia công thô các bánh răng mô đun lớn. Dao một răng được dùng để gia công các bánh răng có mô đun lớn hơn mô đun của bánh răng được gia công bằng dao răng lược. Ưu điểm của dao một răng là nó có thể gia công được bánh răng có mô đun khác nhau. Loại dao này thường được dùng để gia công các bánh răng có số răng nhỏ.
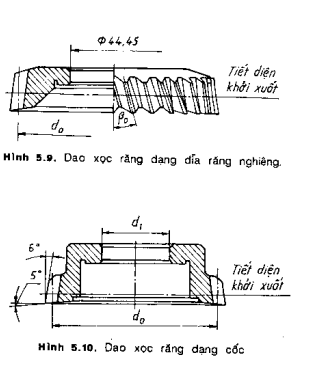
Phương pháp xọc răng được dùng chủ yếu để gia công các vành răng hở (có chỗ thoát dao). đây là phương pháp chủ yếu để gia công các bánh răng ăn khớp trong và có thể gia công các bánh răng hình chữ V. ưu điểm của chủ yếu của phương pháp xọc răng so với phương pháp cắt răng bằng dao phay trục vít là độ góc cạnh nhỏ của prophin thân khai cảu các bánh răng có số răng ít. Các máy xọc răng được chế tạo chủ yếu có trục gá phôi thẳng đứng. Đối với các máy có kích thước trung bình thì khoảng cách tâm (giữa tâm dao vàn tâm bánh răng gia công) được thay đổi nhở dịch chuyển củ giá dao, còn đối với các máy cỡ lớn- nhờ dịch chuyển của bàn máy. Dao xọc răng dạng đãi răng nghiêng được dùng để cắt bánh răng nghiêng. Hướng nghiêng của răng dao xọc có thể là phải hoặc trái. Dao nghiêng phải được dùng để cắt bánh răng nghiêng trái hoặc ngược lại. Dao xọc răng dạng cốc được dùng để cắt bánh răng thẳng và bánh răng liền khối có vành răng thứ hai nhô ra nhiều hơn vành răng thứ nhất một khoảng cách lớn hơn 4-5 mô đun của bánh răng.

THÔNG TIN CÔNG TY:
CÔNG TY CỔ PHẦN THIẾT BỊ BẾN THÀNH - 0314405938
Địa chỉ: 35 Đường số 3, Phường Trường Thọ, Quận Thủ Đức, TP.HCM
Hotline: (028) 6279.6888 - 0902.910.918
Website: https://giacongcokhitphcm.com
Email: thietbibenthanh@gmail.com
BẾN THÀNH EQUIPMENT
- Giá inox tấm 304 trên thị trường hiện nay (29/08/2018)
- Yêu cầu của bản vẽ gia công bánh răng trụ (28/08/2018)
- Cơ sở gia công inox nào tốt? (28/08/2018)
- Thông số gia công bánh răng (27/08/2018)
- Tiêu chí lựa chọn bồn nước inox (24/08/2018)
- Lưu ý khi thực hiện quy trình công nghệ gia công bánh răng (24/08/2018)
- Thông tin cần biết về lưới inox 304 (22/08/2018)
- Đặc điểm của inox trang trí (22/08/2018)
- Vì sao nên gia công bánh răng nhỏ (18/08/2018)
- Ưu điểm của gia công bánh răng chữ V (17/08/2018)